


Новые высокотемпературные провода SuperLinx
Выпускаются небольшими партиями/ длинами, с маркировкой и окраской
К 30-летию радиационных технологий на ОАО «НП «Подольсккабель»
Александр Ройх, первый заместитель генерального директора – технический директор;
Михаил Степанов, начальник участка радиационной обработки монтажных проводов, ОАО «НП «Подольсккабель»

01.03.2012
Рубрика: Кабельно-проводниковая продукция и аксессуары
Метки:
КАБЕЛЬ-news №1, 2012
Производство
Информация предоставлена: Журнал "КАБЕЛЬ-news"
Технология радиационного модифицирования изоляции кабельных изделий посредством электронно-лучевой сшивки полимеров нашла широкое применение в промышленности. Первоначально она применялась прежде всего для увеличения максимальной температуры эксплуатации кабельных изделий. Затем обнаружились многие другие преимущества сшитых полимеров — уменьшение деформации при нагреве, повышение сопротивления химическому, радиационному и абразивному воздействиям, улучшение ударной прочности и памяти полимера.
Применение этих технологий позволило наладить выпуск широкого ассортимента кабельных изделий как для нефтедобывающей отрасли, атомных станций, спецтехники, так и для других областей применения, где необходима высокая надёжность кабельных изделий при работе в штатных и аварийных условиях.
Использование электроннолучевых технологий раскрывает широкие возможности для выпуска разнообразного ассортимента кабелей и термоусадочных изделий для различных целей (атомные и тепловые электростанции, нагревательные, силовые и корабельные кабели и кабели для воздушных судов и т.д.). Это все изделия повышенной надёжности и несут значительную нагрузку при экстремальных условиях.
Качество радиационной обработки зависит как от самого ускорителя, так и от транспортного оборудования комплекса.
Ускоритель должен работать при стабильных параметрах электронного пучка — энергия, ток пучка, ширина фронта облучения.
Установка четырёхстороннего облучения необходима для придания азимутальной однородности принятой дозы облучения.
Основным параметром системы при прохождении кабеля в зоне радиации является скорость его транспортировки. Она должна быть пропорциональна току пучка электронов. Эта задача была успешно решена созданием высокоавтоматизированных комплексов.
УСКОРИТЕЛИ
На участке радиационной обработки монтажных проводов эксплуатируются два мощных ускорителя промышленного назначения — ЭЛВ-4 и ЭЛВ-8. Диапазон энергий электронов — от 0,8 до 2,5 МЭВ и ускоренный пучок — до 50 мА, с максимальной мощностью до 100 киловатт.
Ускорители были разработаны в 80-х годах в ИЯФ им. Г. Будкера в лаборатории №12.
В 2002 году была произведена замена ускорителей с ручным управлением на ускорители с компьютерной автоматизированной системой управления. Надо отметить, что с 2003 года постоянно идёт модернизация ускорителей: переход системы управления с аналогового сигнала на цифровой, замена источников питания на транзисторные, что значительно повысило надёжность эксплуатации ускорителей.
В настоящее время ускорители отвечают современным требованиям национальных стандартов и являются флагманами не только в России, но и не уступают образцам заграничных аналогов ускорительной техники.
ЧЕТЫРЁХСТОРОННЯЯ СИСТЕМА ОБЛУЧЕНИЯ
В 1998 году лабораторией № 12 ИЯФ им. Г. Будкера была разработана система четырёхстороннего облучения, которая впервые в мире была реализована на Подольском кабельном заводе в 2003 году. Она позволила коренным образом улучшить качество кабельной продукции после радиационной обработки. Наряду с уменьшением азимутальной неоднородности метод позволяет уменьшить энергию электронов и распространять технологию облучения на оболочку кабельных изделий большего диаметра.
Результаты научно-исследовательских работ, проведённых на Подольском кабельном заводе, показали, что неравномерность радиальной сшивки по азимуту составляет 3—5%, что нельзя обеспечить ни силановой, ни пероксидной сшивкой. Новая методика заменила ранее применявшийся способ двухстороннего облучения, улучшила качество продукции, привела к повышению производительности труда и дала возможность качественно облучать термоусаживаемые изделия.
Раскладка заготовки под пучком электронов выполнена так, чтобы на каждом повороте верхняя и нижняя поверхности менялись местами. Если траектории пучков пересекаются под углом 90 градусов, принимая во внимание смену поверхностей, достигается именно четырёхстороннее облучение (рис. 1, 2). Очень важно, что кабель проходит зону облучения несколько раз.
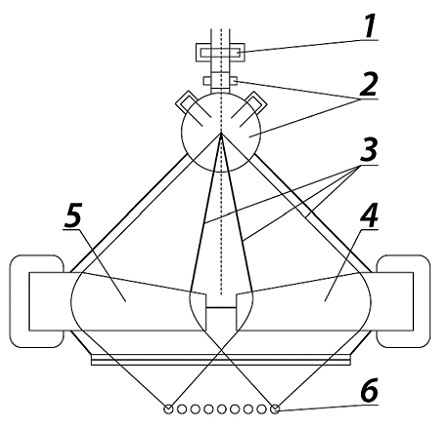
Рис. 1
Установка четырёхстороннего облучения.
1 — магниты сканирования с переключающим магнитом; 2 — выпускное устройство; 3 — траектории электронов;
4 — правый поворотный магнит; 5 — левый поворотный магнит.

Рис. 2
Облучаемая заготовка.
ПОДПУЧКОВАЯ ТРАНСПОРТНАЯ СИСТЕМА
Универсальная система транспортировки (ПТС) была разработана в ИЯФ им. Г. Будкера в лаборатории № 12. Её устройство показано на рис. 3. Система состоит из двух барабанов: один — приводной, а другой — ведомый.

Рис. 3
Универсальная система транспортировки (ПТС).
В связи с принципиальным изменением подпучкового оборудования снижается вероятность повреждения изоляции обрабатываемой заготовки, и самое главное — степень вытяжки токопроводящей жилы однопроволочного проводника.

Рис. 4
Устройство для четырёхстороннего облучения с системой воздушно-капельного охлаждения заготовки.
На рис. 4 показано технологическое помещение с ПТС, устройство для четырёхстороннего облучения с системой воздушно-капельного охлаждения заготовки. В ПТС используется асинхронный индукционный двигатель с приводом.
Частота оборотов электродвигателя настраивается при помощи контроля системы управления ускорителя. У привода есть широкий динамический диапазон, и обеспечивается пропорциональность между скоростью транспортировки заготовки и током пучка электронов, что приводит к значительной экономии электроэнергии в целом, и таким образом обеспечивается мягкий старт технологии. При скорости от 0 до 300 м/мин на ПТС иррегулярность поглощённой дозы не превышает 3%.
Эксплуатационный опыт работы на Подольском кабельном заводе показывает успешное облучение заготовки в широком диапазоне сечений от 0,12 до 120 мм2.
ВЫСОКОАВТОМАТИЗИРОВАННЫЕ КОМПЛЕКСЫ
В 2005 году представителями ОАО «НП «Подольск-кабель» совместно с ИЯФ им. Г. Будкера и ОАО «ВНИИКПМаш» были сформулированы потребности, а затем разработаны высокоавтоматизированные системы для облучения изоляции кабельной продукции. Надо отметить, что до 2006 года эксплуатировались протяжные устройства фирм Hitteka ВНР, Skett ГДР, ОАО «Волмаш» с тяговым ременным приводом, которые технически ограничивали скорости (до 120 м/мин) и в то же время не исключали загрязнения изоляции обрабатываемой продукции в тяговых ремнях.
В автоматизированных комплексах смонтированы отдающие и приёмные устройства, а также подпучковые транспортные системы, непосредственно связанные с параметрами ускорителей.
Управление всеми устройствами — ускорителем, ПТС, отдатчиками и приёмными устройствами осуществляется автоматически.
В 2006—2007 гг. впервые в России были запущены на Подольском кабельном заводе высокоавтоматизированные комплексы (П1—П6) в количестве 6 штук для облучения изоляции кабельных изделий сечением от 0,12 до 120 мм2.
Автоматизированные комплексы позволили увеличить скорость радиационной обработки изделий в два раза и более, в зависимости от маркоразмера заготовки, исключить вероятность загрязнения заготовки, минимизировать вытяжку токопроводящей жилы однопроволочного проводника.
В связи с тем, что скорость перемещения заготовки является функцией от нарастания тока пучка электронов, изоляция облучаемой заготовки получает постоянную дозу во времени в любой переходный период.
Такой подход облучения заготовки гарантирует безупречное качество радиационной обработки изоляции заготовки, с которым не могут конкурировать другие виды сетирования: силановая и пероксидная.
Высокий уровень автоматизации позволил уменьшить количество обслуживающего персонала, так как практически нет необходимости постоянного присутствия оператора на посту контроля управления ускорителем. Введена эффективная схема контроля процесса на мониторах в технологическом зале, с помощью которых оператор может контролировать и настраивать параметры процесса непосредственно на рабочем месте на отдатчиках и приёмниках (рис. 5).

Рис. 5
Схема контроля процесса на мониторах в технологическом зале.
В заключение хочется отметить, что модернизация ускорителей и создание высокоавтоматизированных комплексов на участке РОМП требовали значительных капиталовложений и временных затрат, т.к. ускорители электронов являются наукоёмкими устройствами и должны обслуживаться квалифицированно.
Но наряду с этим участок радиационной обработки со своими продвинутыми технологиями вполне может конкурировать с заграничными радиационными центрами.
Представители завода совместно с учёными ИЯФ им. Г. Будкера неоднократно выступали с докладами об инновациях на международных конференциях по радиационным технологиям в Болгарии, Великобритании, Канаде, России.
ЛИТЕРАТУРА
1. П.В. Аксамирский, Н.К. Куксанов, А.Б. Машнин, П.И. Немытов, Р.А. Салимов. Система четырёхстороннего облучения электронами кабельных и трубчатых изделий, Электротехника, 1997, № 7, с. 46—51.
2. R.A. Salimov, V.G. Cherepkov, J.I. Colubenko, G.S. Krainov, N.K. Kuksanov. D.C.hiqh power electon accelerators of ELV-series: status, development, applications. Radiation Physics and Chemistry, 57 (2000), 661—665.
3. Н.И. Громов, В.Г. Ванькин, А.И. Ройх, С.П. Лыщиков, М.Н. Степанов, ОАО «НП «Подольсккабель»; А.В. Бублей, М.Э. Вейс, Н.К. Куксанов, В.Е. Долгополов, А.В. Лаврухин, П.И. Немытов, Р.А. Салимов, ИЯФ им. Г. Будкера. Усовершенствованный пром. ускоритель электронов для облучения кабельной изоляции, «Кабели и Провода», 2004, № 4, с. 16.
Нашли ошибку? Выделите и нажмите Ctrl + Enter