


Новые высокотемпературные провода SuperLinx
Выпускаются небольшими партиями/ длинами, с маркировкой и окраской
Репортаж о "Полимерпласт" и "Полимерхолдинг": ПВХ-пластикаты от А до Я

Intro
В кабельной промышленности, на рынке, в кулуарах, на страницах нашего портала и в уютных тематических дискуссиях Форума уже больше года громко звучит одно словосочетание, не желающее слетать с уст спикеров, новаторов, защитников стандартов и многих других: «производители материалов». Слишком долго, говорят специалисты многочисленных заводов, потрясая в бессильном гневе грозным кулаком, одно из ключевых звеньев в кабельной цепочке оставалось без должного контроля. Слишком часто нам приходилось нести ответственность за плохую кабельную продукцию, хотя технология производства, честность предприятия, скрупулёзность ОТК не имели поводов для сомнения. Безусловно, очевидно, общепринято, что вина в таких случаях однозначно лежит на поставщиках материалов: кто-то поставил некачественный металл, а кто-то некачественные пластикаты, полиэтилен. И если с первыми еще что-то можно сделать, ввести санкции. То ко вторым почти ничего нельзя предпринять. Ведь без дорогостоящей лаборатории, способной к входному контролю каждой партии, их вина практически недоказуема. «Кто знает, что эти химики там нахимичат?». Конечно, чтобы попасть на производство они поставляют хороший материал, соответствующий заявленным требованиям, а потом делают что хотят, потому что знают – их нельзя проверить... Может оно и так, ведь будем искренны, подобное имеет место быть. Но может есть и обратная сторона монеты? А что если, вдруг, причиной может быть и погоня кабельщиков за экономией, нежелание подстраивать свои технологические процессы под особенности тех или иных материалов, капитальное отсутствие культуры производства? Видеть ошибки других же гораздо проще чем признавать собственные.
Но все это риторика. Правда и в ней ей своя польза. Размышляя над этими вопросами, сопоставляя одно с другим, пятое с десятым, я пришел к мысли, осознанию того что хотел бы оказаться на производстве материалов для кабельной промышленности. Лицезреть воочию цепочку производства, услышать мнение тех, кому право голоса на нашем рынке дают не так часто. Побывать по другую сторону «баррикад». Смысл вы поняли. Да еще и потому что это просто на просто интересно! Ведь кабельные производства разных масштабов и специализаций я видел. А вот производства материалов еще нет. Смешно сказать, ведь я бывал на одном из них, но увидеть мне дали лишь часть лаборатории, спрятав с глаз подальше то, что «видеть не нужно», не показывая то, что «тоже видеть не нужно». Ну это как в хорошем фильме 90-х, «Все будет хорошо». Поэтому я просто ждал, когда представиться возможность. И скажу я вам прямо. Это ожидание стоило того.
Немного истории и фактов
14 мая 2019 года, делегация портала RusCable.Ru в составе генерального директора медиахолдинга «РусКабель» Александра Гусева и вашего покорного слуги, отправилась в Смоленскую область, по приглашению руководителей компаний «Полимерхолдинг» и «Полимерпласт», холдинга, состоящего из двух предприятий, одного из крупнейших российских производителей ПВХ-пластикатов. История компании насчитывает более 15 лет: оригинальное производство, расположенное в районе города Дорогобуж Смоленской области, «Полимерпласт» было основано при участии его руководителей и вдохновителей – Александра Кобец и Сергея Черепенникова. В 2012 году оно было значительно расширенно за счет приобретения соседнего участка земли и возведения с нуля заводского комплекса, получившего название «Полимерхолдинг». Так как оба завода представляют из себя единое целое – отражают единую суть, стратегию и подход, в целях упрощения повествования, я буду использовать название компании «Полимерпласт», как основное, возвращаясь к разным именованиям только для формирования у вас понимания, с какой конкретной площадки ведется репортаж.
В течение нашего визита, мы собственными глазами увидели производственную цепочку двух заводов, пообщались с технологами линий, посетили лабораторию компании, узнав в деталях о методах испытаний, побеседовали с руководителями предприятия на самые различные темы нашего профиля, от локальных до глобальных. Безусловно все это мы фиксировали, не только в уме, на диктофоны, фотоаппаратуру, но и на видеокамеру. Решение развивать формат репортажа в новом и крайне актуальном русле пришло одновременно спонтанно и задолго осознанно. Что из этого получилось вы узнаете совсем скоро, о чем мы не преминем рассказать вам отдельно. А пока что сосредоточимся на нашем основном повествовании.
Предприятие «Полимерпласт» было основано в 2003 году, на базе бывшего завода «Полимерпленка», который непосредственно отвечал за производство пленки для более крупного предприятия, в которое он входил – «Полимеркровля». Основу его продукции составлял рубероид и линолеум, а одна из главных долей его акций принадлежала «Мострансгаз» (с 2008 года «Газпром трансгаз Москва»).
Здесь я возьму небольшую паузу, чтобы сделать существенную ремарку. О том, что получается, когда руководитель предприятия имеет не только жилку бизнесмена, но и высокообразованность: в специализированном профиле, смежных направлениях и в гораздо более объемных масштабах. Что будет если таких руководителей двое и долгие годы они работают в совместном тандеме, на благо не просто своего бизнеса, но и научно-технических достижений промышленности в целом.
На момент основания «Полимерпласт», в 2003 году, Александр Кобец почти декаду работал в «Мострансгаз», дочке «Газпром», в должности главного технолога производственного отдела продукции промышленного назначения, где занимался непрофильными активами предприятия. Химик по образованию, ученый по призванию, Александр закончил МХТИ имени Менделеева по специальности «Химия и технологии органических соединений азота», а также Университет марксизма-ленинизма по специальностям «Философия» и «Экономика». В течение многих лет он упорно трудился в научной сфере, защитив кандидатскую, зарегистрировав несколько десятков авторских свидетельств и патентов, написав более 50 научных трудов и воспитав несколько поколений студентов, преподавая в своей альма-матер.
{kind=link}
Александр Кобец (слева)
Сергей Черепенников, оставаясь в глубине души химиком, окончившим физико-химическую кафедру МХТИ имени Менделеева, выбрал путь, более тесно связанный с финансами, бизнесом и руководством. После периода научной работы в секторе атомной энергетики, он получил финансовое образование и успешно применял его, занимаясь коммерческой деятельностью в правительственных структурах города Москвы. Успешное развитие в коммерции и любовь к своему профилю химического направления, жажда к сочетанию двух ипостасей послужила одной из мотиваций в работе над первыми и последующими вехами в истории «Полимерпласт».
{kind=link}
Сергей Черепенников (справа)
Благодаря организаторским способностям Александра и Сергея, стоявших у истоков зарождения компании, при их прямом участии была проведена реконструкция и реорганизация завода в новое и современное предприятие. Несмотря на историю и корни старого завода, компания была абсолютно независимой, так как создавалась на собственные ресурсы ее основателей. Создание в последствии «Полимерхолдинг» позволило еще более плотно сконцентрироваться его руководителям не просто на производстве, но и на научных разработках глубоких направлений.
В течение многих лет, предприятие уверенно развивалось и росло, во многом благодаря грамотному бизнес-планированию и многогранному научному потенциалу, опыту его руководства, принимающему прямое участие в разработках новых композиционных материалов. Совмещение таких личностных качеств, огромного опыта ее директоров, позволило компании пройти годы испытаний, в том числе и крайне нестабильные периоды для рынка, в момент резкого расширения его игроков – уверенно держать позиции значимого представителя, задающего определенные тренды.
С момента основания, главным профилем производства предприятия «Полимерпласт» было изготовления ПВХ-пластикатов для кабельной промышленности. В линейке продукции компании существуют и другие полимерные композиции различного назначения на основе полиэтилена, полипропилена и других термопластов, в том числе безгалогенные. Однако, основное, массовое производство сосредоточено на выпуске пластикатов и именно на этом мы сосредоточим повествование нашего репортажа.
На сегодняшний день, мощности завода «Полимерпласт» имеют три линии, предназначенные для промышленного производства массового выпуска, имея ежемесячный объем от 3 500 тонн; а мощности завода «Полимерхолдинг», направленного на более узкоспециализированные запросы потребителей, разработку и развитие, составляют две линии, обеспечивающие 1 500 тонн продукции в месяц. Все это, конечно, изготавливается в соответствии с ГОСТ и ТУ на марки пластиката.
Оба предприятия имеют лабораторные комплексы, оборудованные установками для проведений испытаний пластиката по определению показателей качества, таких как: кислородный индекс, температура хрупкости, удельное объемное электрическое сопротивление, прочность и относительное удлинение при разрыве до и после старения, потери в массе, водопоглощение, плотность, твердость, термостабильность, текучесть расплава и других. Мощности лабораторий позволяют осуществлять строгий контроль качества, как выпускаемой продукции, так и используемого сырья, а также вести собственные разработки и исследования в области новых рецептур. Предприятие находится в тесном сотрудничестве с химическими институтами: Российским химико-технологическим университетом, Научно-исследовательским институтом Пластмасс.
Поговорим о пластикатах
В жаркий, знойный вторник 14 мая, собрав аппаратуру, мы двинулись в сторону Смоленска по Минскому шоссе. Дорога предстояла долгой и было время достаточно подготовится к тому, что ждало нас впереди. Я подумал, что если рассказывать о производстве пластикатов, то для начала, нужно в деталях понимать, что же это такое.
Конструкция кабеля представляет из себя не слишком хитрый, но довольно сложный в качественном исполнении продукт. Его основу составляют токопроводящая жила, одна или несколько, в зависимости от его предназначения – из меди, алюминия или сплавов на их основе. Для дополнительной защиты или увеличения качеств токопроводимости существуют различные обмоточные ленты, кабельная броня. И конечно же – изоляция и оболочка кабеля. Изоляция представляет собой слой материала-диэлектрика, покрывающего ТПЖ. Оболочка предназначается для защиты кабеля от внешних воздействий, вроде механических, химических, температурных и других. Опять же, в зависимости от назначения кабеля, он может иметь несколько оболочек, а в качестве изоляции и оболочки могут применяться разные и различные материалы. Традиционно в этом ключе применялась бумажная пропитанная изоляция, а со временем, с развитием химической промышленности, стали применяться продукты ее деятельности: резина, фторопласт, полиэтилен, поливинилхлорид. Одним из самых громких споров нашей отрасли – это сравнение качеств изоляции из бумаги (БПИ) и сшитого полиэтилена (СПЭ). У каждой технологии есть свои области применения, актуальность использования, плюсы и минусы. У изоляции из ПВХ-пластикатов есть одно из главных преимуществ – невысокая цена, хорошая эластичность и устойчивость к температурам, однако в качестве минусов многие выделяют проявляющиеся с длительным временем эксплуатации падения в защитных свойствах и химической стойкости. ПВХ в России является основным изоляционным материалом для кабелей, предназначенных для использования с напряжением до 6 кВ и в рабочем интервале температур от -40 °C до +100 °C. При больших напряжениях тока изоляция из ПВХ неэффективна из-за высоких значений тангенса угла диэлектрических потерь и диэлектрической проницаемости.
В качестве диэлектриков, обладающих хорошим удельным сопротивлением, в электротехнической отрасли используется небольшое количество полимерных веществ: полиэтилен, полистирол, политетрафторэтилен, фенолоформальдегидные смолы и поливинилхлорид. Несмотря на то, что ПВХ уступает полиэтилену в диэлектрических свойствах, в связи с несимметричным строением макромолекул и их сильной полярности, он имеет ряд ценных свойств. Таких как инертность по отношению к кислотам и щелочам, водостойкость, газонепроницаемость, невоспламеняемость и других.
Полимеры, предназначенные для использования в качестве диэлектриков, подвергаются тщательной очистке и защите от катализаторов, эмульгаторов, растворителей, в особенности, полярных соединений с малым размером молекул (воды, спирта, сложных эфиров, ацетона и т.д.). Почему? Потому что наиболее чаще, чем при распаде молекул самого диэлектрика, при распаде полярных примесей, образуются ионы – носители зарядов сквозной проводимости, токи утечки, способствующие поляризации материала.
Поливинилхлорид представляет собой высокомолекулярный продукт полимеризации винилхлорида – это термопластичный полимер с температурой стеклования 75-80 °C и температурой вязкого течения, в зависимости от молекулярного веса, 150-200 °C. Свойства ПВХ и его назначение в большей мере определяются методом его получения: суспензионным, эмульсионным, полимеризацией в массе. ПВХ получил широкое и разнообразное применение в различных отраслях, как в пластифицированном виде, так и непластифицированном.
Впервые, поливинилхлорид был получен французским химиком Анри Реньо в 1835 году, который работал в Гиссене, в лаборатории Юстуса фон Либигса. В растворе, содержащем винилхлорид, который находился несколько дней в пробирке на подоконнике, произошли существенные изменения: образовался порошок белого цвета. Скорее всего, этому способствовал солнечный свет, вступивший в реакцию с раствором. Однако, кроме нескольких неудачных опытов, в дальнейшем Реньо не смог развить из этого открытие, и оно благополучно кануло в лету до 1872 года, когда в этом преуспел Ойген Бауман. Производство винилхлорида и методы его полимеризации были запатентованы только 1930-х годах, а его промышленное применение началось лишь с 1938 года. Если бы не Первая мировая война, это могло случится раньше, так как первый патент на производство ПВХ был получен в 1913 году ученым Фрицом Клатте. Однако воля судьбы и обстоятельства сложились против него.
Основным способом получения ПВХ для переработки в пластикаты для кабельной промышленности, является суспензионная полимеризация. Винилхлорид диспергируют в водной среде перемешиванием. Для предохранения частиц полимера и мономера от слипания, в полимеризационную среду вводят незначительное количество защитного коллоида (до 0,05% метилцеллюлозы или поливинилового спирта по отношению к воде). В качестве инициаторов применяются соединения, растворимые в мономере (органические перекиси или азосоединения). Получаемая смола ПВХ обладает сравнительно узким молекулярно-массовым распределением, малой степенью разветвленности, высокой степенью чистоты, низким водопоглощением, хорошими диэлектрическими свойствами, термостойкостью и светостойкостью.
Именно в таком виде, как смола, поливинилхлорид поступает на производство материалов, используемых в изоляции и оболочке кабельной продукции. Основной процесс его превращения в ПВХ-пластикат, называется пластификацией, а используемые в этом компоненты – пластификаторами. Также, для придания дополнительных свойств, в качестве добавочных компонентов используют термостабилизаторы и светостабилизаторы, антиоксиданты, смазки, красители, пигменты и наполнители. Важно отметить, что пластикатами называются только термопласты, основанные на поливинилхлориде. Полиэтилен, полипропилен пластикатами называть нельзя. А вот уже все вместе, они могут называться полимерами.
В качестве пластификаторов поливинилхлорида применяют фталаты, себацинаты, трикрезилфосфат и другие высококипящие и малолетучие жидкости и смеси на их основе. Стабилизаторами служат стеараты кальция, свинца, кадмия, карбонаты кальция или других металлов, а также большой спектр других совместимых компонентов. Как правило пластикат содержит (в массовых долях): полимер – 100 (на основании его массы рассчитывается масса других составляющих), пластификатор – 5-20, стабилизатор – 2-5 и иногда краситель – 0,1-3. Для некоторых видов пластиката добавляются наполнители, например, каолин. Введение пластификатора в поливинилхлорид приводит к значительному изменению ряда его физико-механических свойств, облегчает условия его переработки, благоприятно сказывается на эластичности, морозостойкости и других эксплуатационных свойствах изделий на его основе.
На производстве пластиката, подготовленное сырье проходит процессы смешения, желатинизации, грануляции и упаковки. Среди методов переработки пластиката выделают каландрование и литье под давлением, вальцевание и экструзия. Нас интересует именно последний вариант, все тонкости которого мы смогли воочию рассмотреть на производственных площадках «Полимерпласт».
Уже здесь становится однозначно понятно одно. Не взирая на то что сама технология процесса производства пластикатов, а также других материалов, использующихся кабельными заводами, достаточно проста на словах и бумаге, на деле – это крайне наукоемкий и филигранный труд. Качество итогового продукта и изделий на его основе, зависит не только от идеально выверенных расчетов и ювелирной работы всех сотрудников производства, больших испытательных и лабораторных мощностей, но и от потребителей – специалистов кабельных заводов, принимающих, хранящих, эксплуатирующих эту продукцию. Ведь важна любая мелочь, любая самая незначительная деталь, от незакрытого бигбэга с материалом, попавшего в него постороннего объекта, до методов переработки, гибкости технологов линий и готовности к углубленному изучению многочисленных деталей, процессов. В идеальном мире мы бы закидывали мешок гранулята в экструдер, садились на стульчик и, потягивая чаек, ждали пока накрутится очередной барабан отменного кабеля, без сучка и задоринки. Но мы живем в мире поинтересней. Где уровень знаний и желание адаптироваться, учиться, работать не только в выгоду, но и в профессиональную пользу определяют специалиста. А каждый специалист определяет все свое производство.
Цепочка производства
Со всем этим роем мыслей, кружащих в голове, я смотрел в окно на пролетающие просторы Смоленской области, пока из раздумий меня не выдернул внезапный поворот. Стоило только съехать в сторону с Минского шоссе, как дорога стала поухабистей, а в пейзажах заиграли краски более живой природы. Поселки сменяли деревни, табличку таблички. Мы двигались в сторону Дорогобужа.
Производство «Полимерпласт» и «Полимерхолдинг» расположено в городской области, совсем неподалеку, в поселке Верхнеднепровский. Само поселение было основано в 1952 году, первые дома здесь появились в то время, когда началась масштабная стройка Дорогобужской ГРЭС. За несколько лет поселок строителей и энергетиков существенно разросся. Появлялись новые здания административного назначения. А ровно через 10 лет, строительное управление начало строительство Дорогобужского картонно-рубероидного завода. После акционирования в 1993 году он получил название ЗАО «Полимеркровля», ну а дальнейшую его судьбу вы знаете. Огромный скачок к развитию поселения дало строительство завода азотных удобрений – сегодня именуемого ПАО «Дорогобуж» и принадлежащего группе компаний «Акрон». Завод является одним из крупнейших производителей минеральных удобрений и промышленной продукции. До того, как я узнал об этом, то был немного удивлен бесконечному траффику грузовых поездов с маркировкой «Акрон» по железнодорожному полотну. Несмотря на это, поселок находится в состоянии, которое можно описать ёмким выражением «российская глубинка». На машине с низкой посадкой туда лучше не стоит ездить.
Непосредственно сам репортаж, описание производственной цепочки, я начну с одной из линий, расположенной на заводе «Полимерхолдинг». На ее примере, мы прошли весь процесс – от А до Я.
На большой, залитой солнцем территории, нас встречает блестящее синевой здание главного цеха. Все что здесь вы увидите – было построено с нуля, практически в чистом поле. Расположение довольно уютное, обстановка тоже. Стоит тишина, слышно, как чирикают птички и журчит водичка в небольшом водопадике у беседки.
{kind=link}
Для сотрудников, рабочих, была сделана специальная беседка, чтобы в такую погоду, после духоты цеха, немного перевести дух в тени и насладится тишиной. Стены беседки украсили очень интересным и оригинальным способом.
{kind=link}
Маленький водопадик для атмосферы погружения в личный дзэн. При звуках воды, под лучами палящего солнца, захотелось срочно попасть на речку.
{kind=link}
А в этом здании находятся склад сырья и готовой продукции.
{kind=link}
Как я уже и говорил ранее – ориентация завода «Полимерхолдинг» направлена по большей части на индивидуальные заказы, производство не массового продукта, а конкретного, для нестандартных нужд. Здесь же и происходят научные изыскания, разработки, основная доля испытаний входного контроля сырья. В портфеле холдинга присутствуют и безгалогенные материалы, адаптированные под потребителей, термоэластопласт. Но основная доля производства приходится все же на пластикаты. Поэтому сегодня именно их мы и увидели в производстве.
Сырье, используемое компанией, является по большей части российским. Смола ПВХ поставляется, например, из Волгограда, Саянска. Однако, некоторые из компонентов могут закупаться за рубежом, особенно в части индивидуальных заказов. Мел, мрамор по большей части закупается в Италии или Греции.
{kind=link}
На складе хранится как готовая продукция, так и сырье. В стандартной практике, в рецептуре продукции задействованы 8 сыпучих материалов сырья, из которых самые крупные по объемам это ПВХ-смола и мел, а также жидкие материалы (диоктилфталат, другие пластификаторы).
{kind=link}
В данные резервуары заливают жидкие компоненты. В помещении присутствует неуловимый запах химических жидкостей, немного раздражающий слизистую. Стоит практически стерильная чистота. Сами резервуары расположены в своеобразном бассейне – предназначенном для случайного разлива жидкостей, с возможностью ее немедленного использования в производстве или перекачки в контейнеры. Отсюда, с помощью труб, жидкие компоненты попадают в бункера и смесители. Предварительно они дозируются с помощью пульта управления.
{kind=link}
Загрузочные воронки бункеров и упакованное сырье, ждущее своей очереди.
{kind=link}
ПВХ-смола.
{kind=link}
Мел.
{kind=link}
{kind=link}
В этот заборник засасывается содержимое контейнеров с сырьем.
{kind=link}
ПВХ-смола или другие материалы крупных фракций и объемов попадают в загрузочную воронку бункера-циклона, автоматически дозируются. Далее с помощью шнеков и вакуумных насосов подаются на дополнительный просев и выгружаются в расходный бункер.
{kind=link}
{kind=link}
{kind=link}
Стабилизаторы и другие компоненты более меньших объемов взвешиваются вручную. Работа пыльная и не простая, а при этом очень точная. Ведь от любого смещения в сторону от рецептуры зависит качество конечного продукта. В этом помещении взвешиваются и отправляются дальше компоненты мелкого калибра.
{kind=link}
{kind=link}
{kind=link}
Все производственные процессы, кстати, проходят прямо на глазах контролеров. В этой комнате проводят первичное экспресс-испытание продукции на текучесть расплава.
{kind=link}
Расставленные на полках по наименованиям, равномерно взвешенные компоненты ждут своей загрузки в воронку, для превращения в пасту.
{kind=link}
{kind=link}
Идет поочередная подача всех компонентов на дозирование и передачу в горячий смеситель. Стабилизаторы, пигменты и другие дополнительные компоненты, обычно предварительно смешивают с пластификатором, доводя его до состояния суспензии, а затем подают в смеситель, в который загружаются смола и оставшееся количество пластификатора.
Воронка смесителя.
{kind=link}
{kind=link}
Воронка экструдера.
{kind=link}
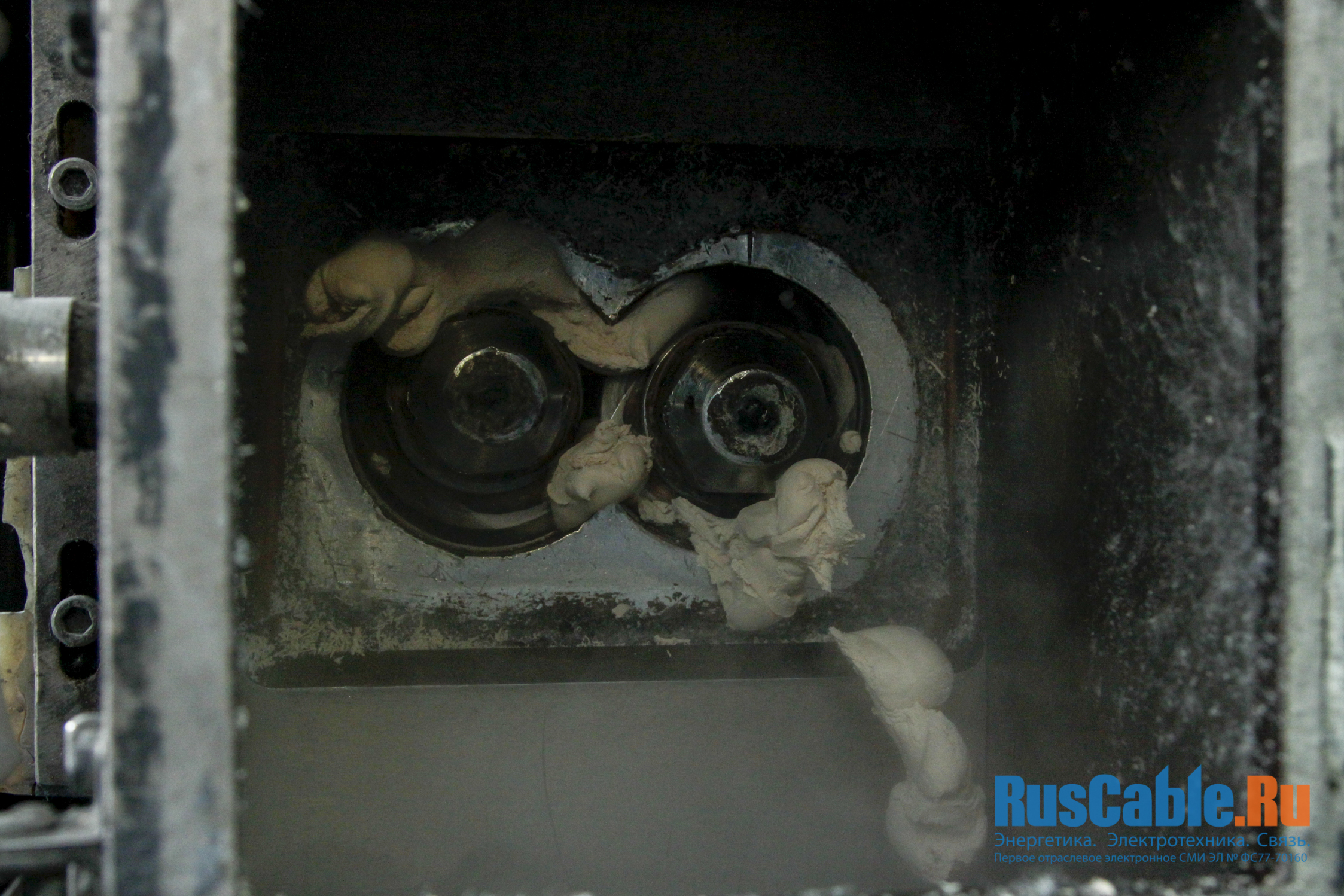
Нужный объем материалов подается в горячий смеситель. Обычный смеситель представляет из себя резервуар, с расположенным внутри конусом, на котором закреплены лопасти. Часто они расположены снизу и сверху и имеют разную скорость, что позволяет более хорошее перемешивание. Здесь получаемая паста разогревается до необходимой температуры и перемешивается, а затем переходит в холодный смеситель, где дополнительно перемешивается и охлаждается. Температура и время перемешивания варьируются от рецептуры, так как оказывают влияние на получаемые качества продукции. Отсюда, получаемая масса непрерывно подается в загрузочную воронку экструдера, где происходит ее пластификация. Здесь, два шнека вращаются в разные стороны, перемешивая массу, гомогенизируя ее.
{kind=link}
Выходящий материал немедленно поступает в одношнековый гранулятор – там расположена решетка, через которую масса продавливается в виде прутиков, которые сразу же обрезаются вращающимся на другом конце ножом.
{kind=link}
{kind=link}
Полученные гранулы поступают на охлаждение, а затем подаются на вибросито, что не допускает попадания в партию неравномерных гранул.
{kind=link}
{kind=link}
Далее продукция фасуется в мешки, находящиеся на автоматических весах. Мешки также изготавливаются из поливинилхлоридовой или полиэтиленовой пленки. При наборе нужного тоннажа, фасовка прекращается, горловины мешков сваривают. После этого бигбэги маркируют и отправляют на склад.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Кран и мешки с готовой продукцией.
{kind=link}
Кстати, многие из полимерных материалов в кабельном производстве, поставляемых в бигбэгах – необходимо оберегать от попадания любых инородных веществ. Не во всех случаях это критично, но во многих это является необходимой практикой. Посторонние предметы, даже повышенная влажность могут влиять на качества продукции. И слишком часто я встречал на кабельных заводах, у неработающих линий мешки с гранулятом, стоящие нараспашку, покинутые и забытые. В случае, к примеру, со сложными полимерными композициями это является грубейшим нарушением и может кардинально сказаться на свойствах материала при переработке. Будьте внимательны.
{kind=link}
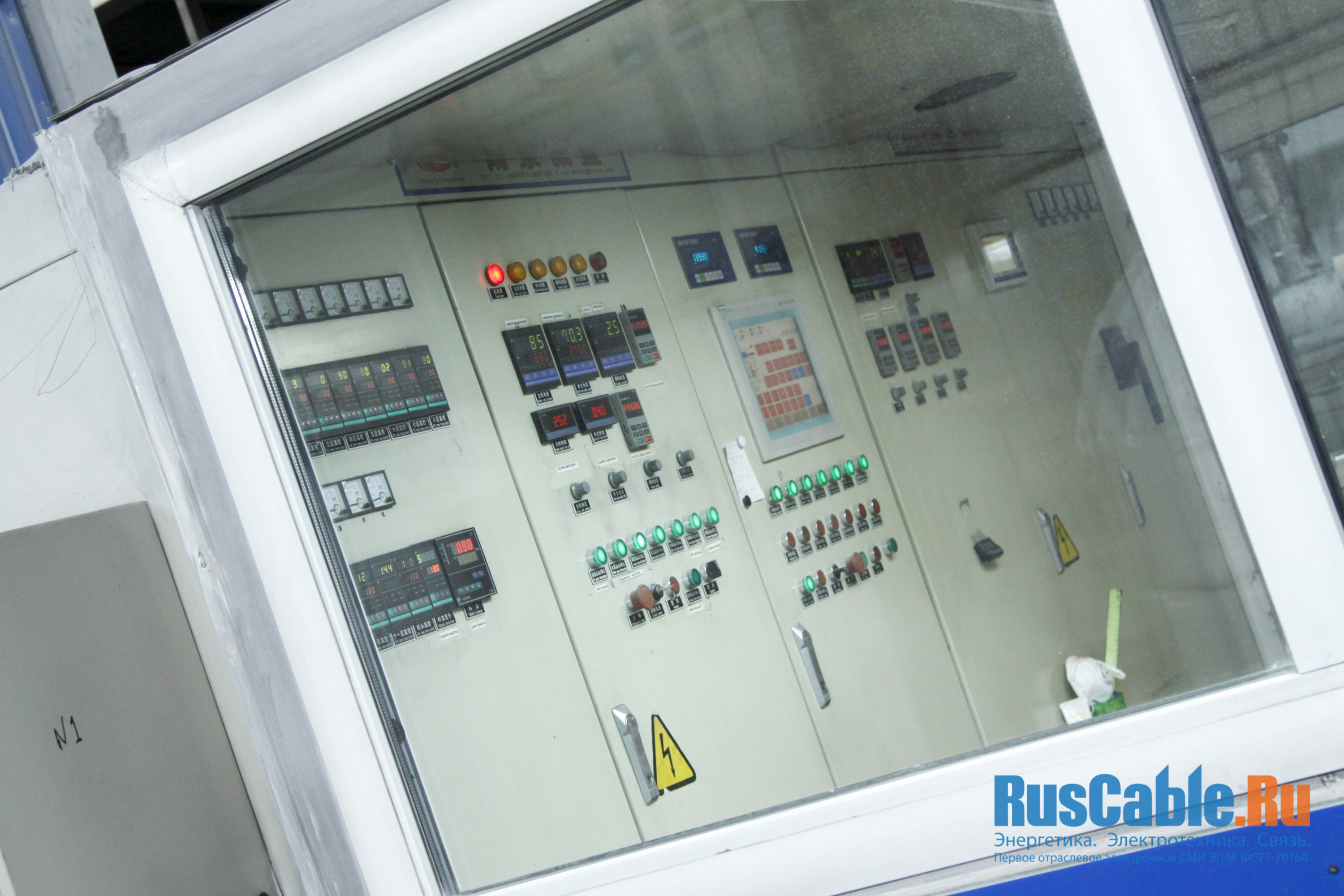
Здесь располагается пульт управления линией. На нем задаются скорости переработки, температуры на каждом отдельном этапе, варьируется скорость ножа гранулятора, автоматические весы и дозаторы, а также многое другое. На экранах панели отслеживается состояние каждой детали линии и многие другие параметры, необходимые для качественного контроля производственного процесса. Также здесь формируется отчет, который позволяет отслеживать и устранять возможные отклонения. Каждые пару минут ее навещает технолог линии, проверяет показатели, нажимает некоторые кнопки и отправляется по своим делам. Полная автоматизация производства позволяет иметь минимальное количество специалистов на работающей линии.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Преимущественную долю сотрудников компании составляют девушки. Мужчины заняты на должностях, более связанных с физическим трудом. По словам руководителей, прекрасный пол имеет более выраженные качества внимательности, ответственности и аккуратности. В целом, по впечатлению от двух заводов создается неподдельное ощущение теплой и дружественной рабочей атмосферы, даже семейной. Сотрудники очень серьезно относятся к своим обязанностям и очень просто, душевно к общению с гостями. Никто из встречавшихся нам сотрудников не обделил нас улыбкой и приветственным словом. Знаете, на самом деле это очень приятно. Человеческое отношение к гостям. Всего на работе предприятий задействованы порядка 130 специалистов. Все они обеспеченны питанием, душевыми и зонами отдыха. Вот, например, в помещении, которое планировалось как кабинет директора, решили в итоге сделать рекреационную комнату, первым делом поставив стол для игры в пинг-понг. Мимо него пройти, мы конечно же не смогли.
{kind=link}
Здесь располагается вторая линия. Мощности площадки находятся в процессе модернизации и расширения. Основные технологии, использующиеся в модернизированном производстве заводов, составляют решения, выпущенные известными компаниями Германии и Китая.
{kind=link}
Далее мы перемещаемся на площадку «Полимерпласт». Здесь производится продукция, предназначенная для массового потребителя. В работе находятся две из трех линий, процесс идет вовсю. Несмотря на пыльность подобного производства, в цехах поддерживается высокий уровень чистоты. У холдинга отлажено работает полный цикл входного контроля сырья и выходного контроля готовой продукции. Самодостаточное производство компаний имеет внедренные системы контроля качества, а ее менеджерами проводится большая работа с потребителями, клиентами, в части индивидуального подхода и по вопросам качества.
Здесь располагается промежуточный склад готовой продукции «Полимерпласт». Обычно, склад всегда имеет порядка 150-200 тонн продукции для экстренной отгрузки клиентам.
{kind=link}
Работа холдинга ориентирована на разных потребителей: как массовых, поставки которым начинаются от 20 тонн, так и нишевых, под заказ в 2-3 тонны. Пластикаты компаний поставляются многочисленным заводам, производящим кабельную продукцию на разные классы напряжения, от телефонных, автомобильных минимального сечения, до силовых. Среди клиентов завода можно перечислить таких игроков рынка как Сарансккабель, Кавказкабель, кабельный завод Алюр, Смоленскэлектрокабель, Воронежтелекабель, Щучинский кабельный завод, целый ряд заводов из города Орел и другие.
Готовая продукция подвергается немедленной упаковке, запайке. Блокируется от любых воздействий и не контактирует с внешней средой, воздухом. Правила, да и культура производства, не позволяют возможности попадания грязи, пыли, песка внутрь мешков. В ближайший период готовится замена поддонов с деревянных на более современные прототипы.
{kind=link}
Немецкое качество
Описание в деталях производства на этой площадке было бы очень похожим на уже рассказанное мною. Однако, я не могу не показать один раритет, который поразил меня своей конструкцией, качеством исполнения и непередаваемой атмосферой, которая источается каждой его деталью – немецкую линию предприятия. Несмотря на то, что основной конструкции линии, ее корпусу, более 20 лет – это не влияет на ее технические и механические свойства. Относительно недавно, «начинка» линии прошла модернизацию, полностью была обновлена шнек-пара, ряд других деталей. Все они были закуплены в Германии. Также была обновлена автоматика – закуплены и установлены приборы (первичные, вторичные, контрольные), приводы производства Siemens. Специальные компьютеры позволяют вносить наблюдаемые данные, регулировать процессы и даже блокировать их, в случае выявления неполадок.
{kind=link}
Особенность этой линии заключается в ее вертикальном расположении. Ее нулевая отметка – находится на уровне почти что 9 этажа обычного жилого здания. Специфика машиностроения того времени потребовала возведение целого здания для установки и успешной эксплуатации этого агрегата. Он находится в идеальном рабочем состоянии до сих пор. Немецкое качество.
Первое на что я обратил свое внимание, это на громадную табличку «Опасная зона» вблизи от последней отметки линии, на первом этаже. Она располагалась над дверями, ведущими из помещения. Как пояснили мне позже – табличка предупреждала об опасной зоне не в помещении за дверьми, а перед ними – площадка вблизи от линии. Дело в том, что чтобы доставлять и забирать различные материалы, сырье между этажами – здесь используется своеобразная люлька, пилотируемая специалистом. При необходимости того или иного компонента, спуска чего-то тяжелого, с помощью специальной системы оповещения, микрофонов, данная клеть поднимается до нужного этажа и с ней производят все необходимые манипуляции. Передвигается она по своеобразному колодцу и именно под ним и располагается опасная зона, предупреждающая о возможности внезапного спуска весьма тяжелого предмета.
{kind=link}
В этой клети между этажами перемещают грузы.
{kind=link}
Нулевая отметка, верхний этаж. Отсюда начинается производство. В данный момент линия стоит и поэтому сырья здесь нет. Обычно оно взвешивается, проходит отсев и идет в накопительные бункеры, а затем дальше по линии – вниз.
{kind=link}
Бункер с сырьем, которое засеивает аппаратчик сверху.
{kind=link}
Весы, дозиметры. На панели управления набирается программа, по которой автоматически набирается нужный вес и сырье идет вниз, в смесители.
{kind=link}
{kind=link}
По этой трубе компоненты поступают в горячий смеситель.
{kind=link}
{kind=link}
С помощью этих рубильников и трубок поступают необходимые жидкие компоненты, в нужных количествах.
{kind=link}
{kind=link}
Вы только посмотрите на эти детали, на антураж!
{kind=link}
{kind=link}
{kind=link}
Холодные смесители.
{kind=link}
Бункер-приемник экструдера, в котором охлаждаются стенки и работают лопасти для более легкого прохождения массы.
{kind=link}
Одна из панелей управления экструдером и гранулятором.
{kind=link}
Вибросито.
{kind=link}
И наконец фасовка. Здесь также находятся автоматические весы.
Честно, я почти уверен, что такие производственные мощности настоящая редкость. Возраст агрегата не влияет на его работоспособность, а современное наполнение позволяет его работе соответствовать современным стандартам.
Исследования, испытания, разработки, контроль
Но давайте перейдем с вами к другой части нашего повествования. Испытательно-изобретательной. Общеизвестно, что лаборатория составляет чуть ли не все 50% успешности производства, химического уж точно. Конечно, если бы холдинг работал по одной рецептуре и то, купленной у других специалистов, освоенной самостоятельно, то может быть нужды бы ней и не было. Но даже если взять выверенную рецептуру, по которой ты взвесил, загрузил и запустил – нужда в качественной лаборатории не отпадает. Ведь даже многие рецептуры меняются, в особенности классические. Как говорит Александр Кобец, мы можем, к примеру, взять рецептуры «старой закалки», еще времен старого ГОСТа – что-то высококачественное получить будет проблематично. Уже как минимум потому что сырье в годы создания этой рецептуры было другое. Новые технологии по выпуску ПВХ-смолы, пластификаторов совершенно изменили правила игры. Даже две разные партии смолы могут дать разницу в свойствах одного готового продукта. Поэтому критично – проводить тщательный отбор, анализ поставляемого сырья, в обязательном порядке проводить проверку всех поставок. И аналогично поступать с готовой продукцией. Наличие хорошей многозадачной лаборатории и высокоуровневого оборудования, являлось практически главным приоритетом компании с самого момента ее основания.
{kind=link}
На каждой партии сырья в холдинге делается лабораторный замес – то же самое что на действующей линии, только в уменьшенном размере. Берется соотношение материалов, все взвешивается вручную, перемешивается, сушится до сыпучего состояния и пропускается через лабораторный экструдер, затем вальцуется и прессуется. Полученный кусок пластмассы отправляется на испытания, где проверяется весь комплекс свойств, предписанных ТУ и ГОСТ, а также дымовыделение. И только если все параметры будут соответствовать – сырье отправляется в работу.
{kind=link}
Сейчас холдингом, совместно с МХТИ имени Менделеева ведутся работы по исследованию продуктов горения, с целью определения вредных веществ, соединений, для их последующей минимизации. Также в этом тандеме проводятся определения состава продуктов горения в сырье и продукции, ведется плотная работа и с представителями ФГБУ ВНИИПО МЧС России.
Как на «Полимерхолдинг», так и на «Полимерпласт» лаборатории состоят из двух отделов – в одном проводятся испытания, в другом разработки и изготовление полимерных композиций в микромасштабах. Каждый отдел разработок имеет в наличии лабораторный экструдер, пресс, вальцы – пример на фотографии.
{kind=link}
Оборудование для измерения кислородного индекса.
{kind=link}
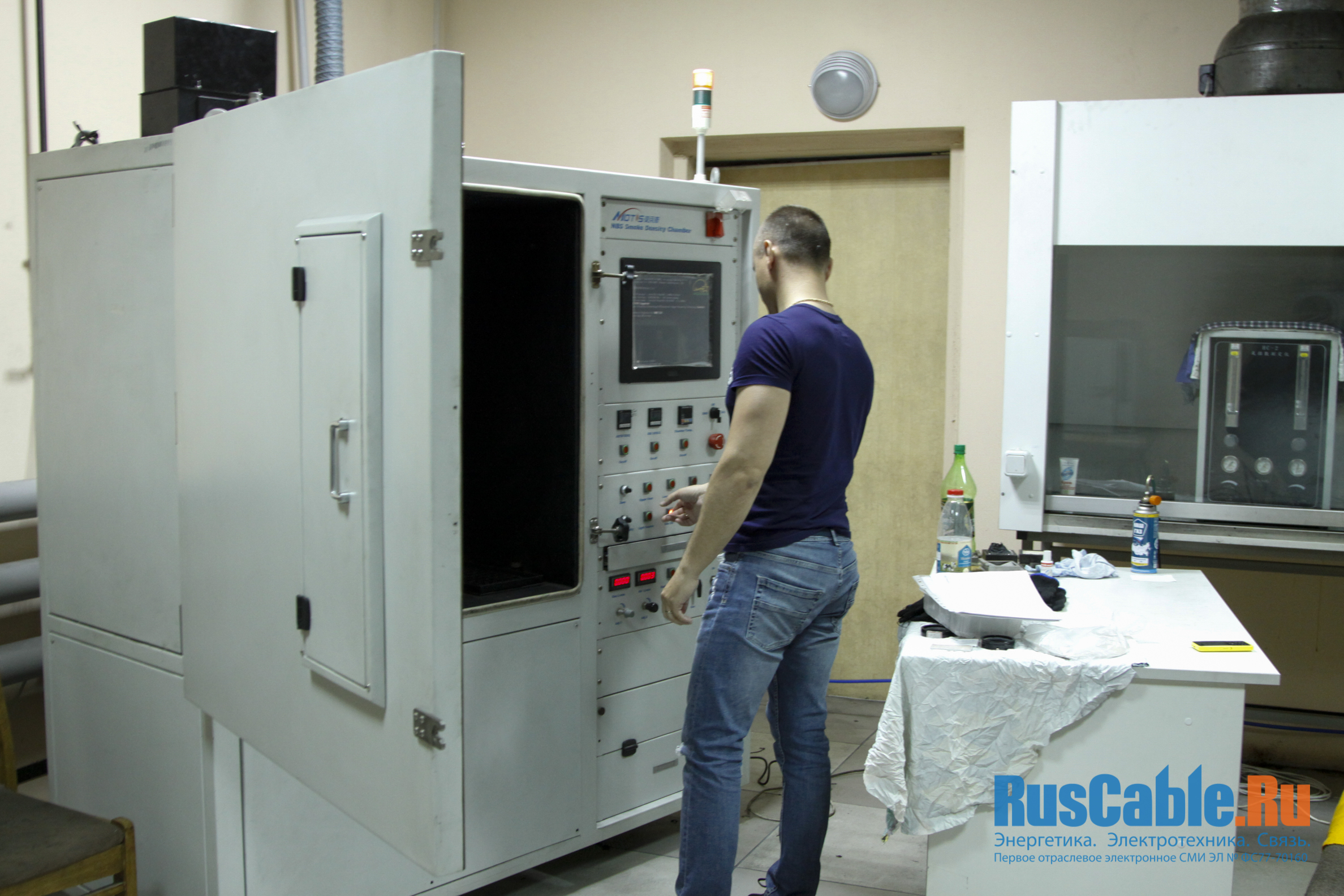
Камера для измерения плотности дыма – предназначена для измерения плотности дыма, производимого материалами при нагревании образцов в замкнутой камере. Оптическая плотность дыма измеряется непрерывно при помощи оптической системы, использующей закон Бера-Ламберта.
{kind=link}
{kind=link}
На предприятии также существуют библиотеки для хранения всех данных о проведенных испытаниях. Здесь хранятся архивы сроком до 5 лет, а затем они переезжают в другое помещение длительного хранения.
{kind=link}
Одним из важных этапов контроля готовой продукции является проверка каждой партии на текучесть расплава. Показатель текучести расплава (ПТР) характеризует скорость течения расплавленного термопласта через капилляр стандартных размеров при заданных температуре и давлении. Чем больше показатель ПТР термопласта – тем меньше его вязкость. По словам Сергея Черепенникова, несмотря на то что данный показатель не входит в ГОСТ по пластикатам, данный экспресс-метод позволяет определить технологичность продукта на первых порах и немедленно обнаружить первостепенные отклонения от стандартов. Поэтому он выполняется по собственной инициативе. Каждый бигбэг проходит отбор продукции, которая проверяется практически прямо на месте. Для определения значения ПТР используют прибор ИИРТ, на котором реализуется стандартная методика. Действие прибора основано на принципе капиллярного вискозиметра. Материал в объеме 6 грамм загружается в аппарат, где на него оказывается температурное воздействие в течении 4 минут. После, под нагрузкой, он продавливается в виде жгута и отсекается каждые 30 секунд. Полученный пластикат, в виде нескольких жгутиков, проверяется визуально на наличие шерховатостей, пор, пузырьков, проверяется в разрезе и взвешивается – каждый образец в отдельности.
{kind=link}
{kind=link}
{kind=link}
Так как оборудование лабораторий практически идентично, мы попросили провести нам небольшой экскурс по отделу завода «Полимерхолдинг». В просторном помещении, располагающемся в надстройке цеха, над основным производством, располагаются несколько стерильно чистых комнат, в которые не доходит шум работающих установок. Специалисты лаборатории, в халатах, методично занимаются плановыми испытаниями и любезно рассказывают нам о назначении и методах испытаний.
{kind=link}
Вальцовочный станок. Перед началом работы, вальцы нагреваются до нужной температуры, сводятся, после чего в середину между ними выгружают гранулы пластиката. В процессе вальцевания достигается хорошее смешение составных частей и получение однородной пластической массы, в результате воздействия высокой температуры, доводящей пластикат до вязкотекущего состояния, давления между валками при наличии фрикции – некоторой разницы окружных скоростей валков. Образец вальцуется, приобретая форму ленты, прогоняется через валы несколько раз, после приобретения более равномерной формы он достается, охлаждается и затвердевает.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
После этого образец отправляется на прессование. Там подготовлены несколько форм разных размеров, в которые помещается образец. Пресс также разогревается до определенной температуры, зависящей от толщины образца. Далее образец изымается и обрезается до определенного размера согласно необходимым испытаниям, предписанными ГОСТ.
{kind=link}
{kind=link}
Это форма для образца, который будут испытывать на кислородный индекс.
{kind=link}
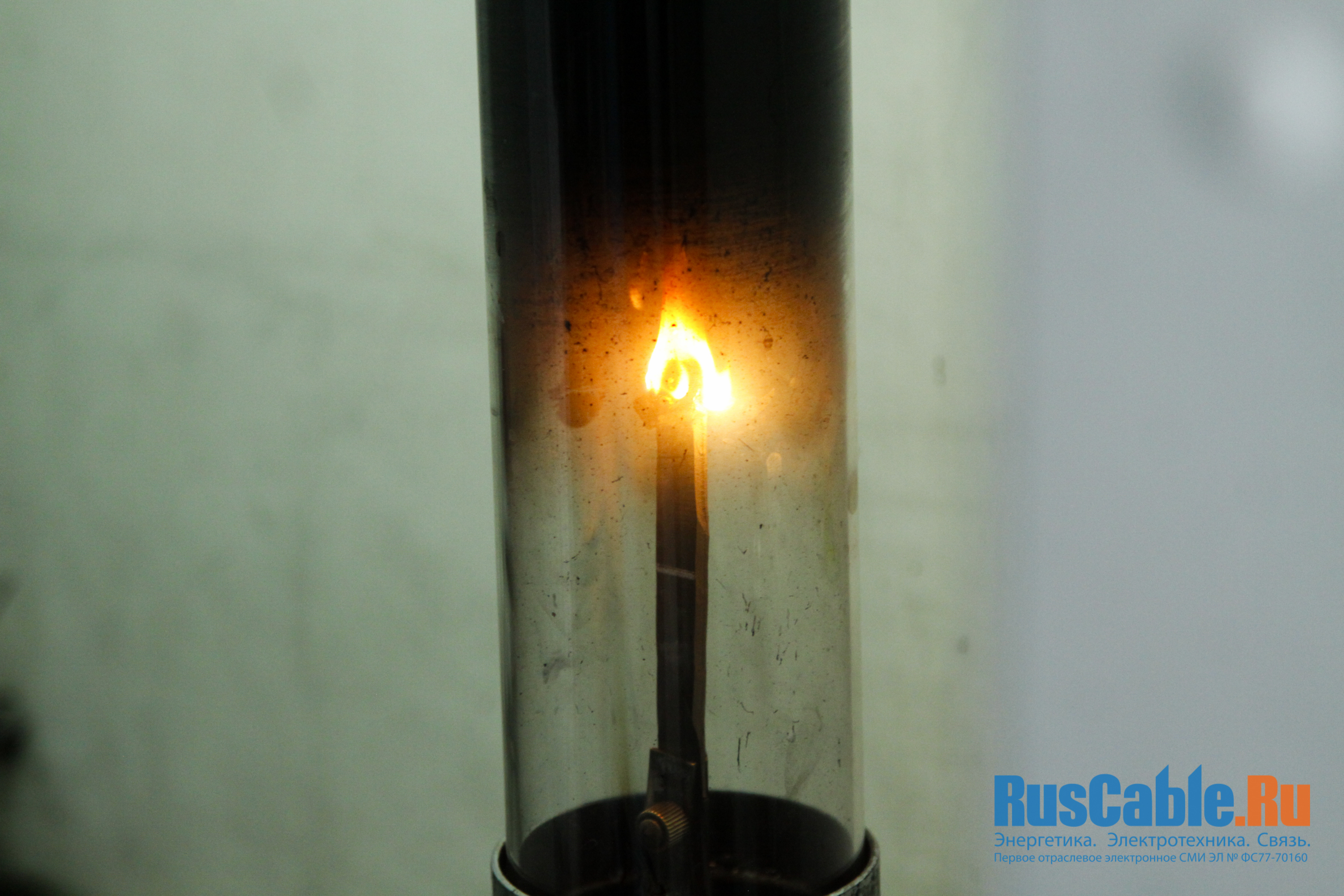
Кислородный индекс – минимальное содержание кислорода в кислородно-азотной смеси, при котором возможно свечеобразное горение материала в условиях специальных испытаний. Сжигание образца осуществляется в стеклянной камере, в нижнюю часть которой подается смесь кислорода и азота. Испытуемый образец закрепляется в вертикальном положении к источнику огня и поджигается пламенем горелки сверху. В зависимости от марки пластиката, выставляется содержание кислорода – его минимальная концентрация, при которой образец должен гореть. Засекается время. По стандарту, за 180 секунд образец должен выгореть на 5 сантиметров до поставленной отметки.
{kind=link}
{kind=link}
Образцы продукции.
{kind=link}
{kind=link}
{kind=link}
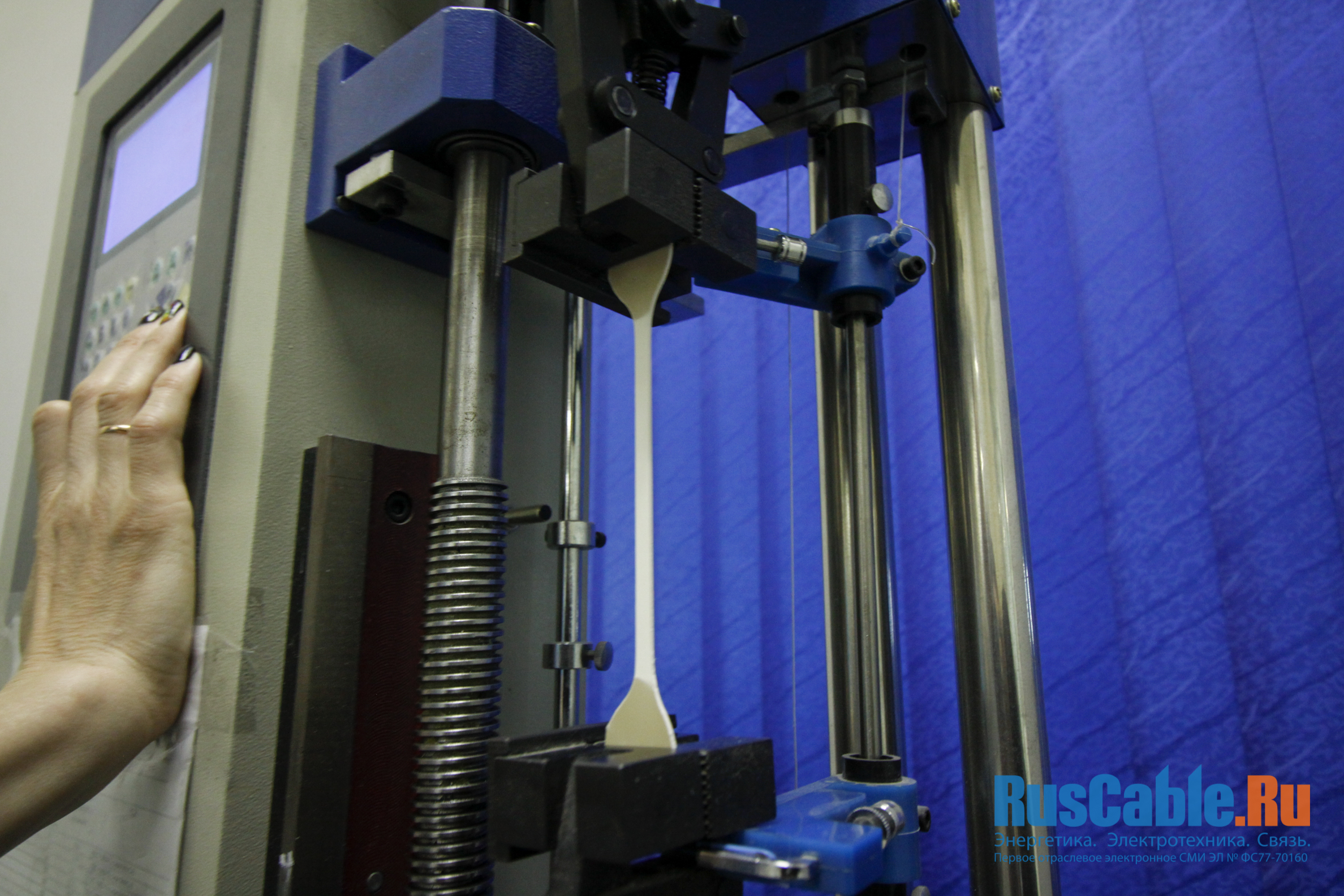
В лаборатории, в отдельной комнате располагается оборудование для измерений диэлектрических свойств продукции, а также разрывная машина. Для поддержания необходимой комнатной температуры и чистоты воздуха установлены мощные системы кондиционирования и воздухоочистки.
{kind=link}
Одной из основ для понимания свойств материала являются сведения о том, как он будет реагировать на любую нагрузку. Зная величину деформации, создаваемой той или иной нагрузкой, возможно предсказать реакцию конкретного изделия на рабочие условия и проверять подобную продукцию в дальнейшем. Прочность на разрыв определяется тем усилием, которое понадобится для того чтобы вызвать разрыв образца. Испытание проводится растяжением образца на специальном приборе. Сначала микрометром замеряется его толщина, находится среднее значение толщины. Данные вносятся в журнал. Затем образец закрепляется в двух зажимах. В аппарат вносятся данные и запускается программа. Под действием усилия образец растягивается, удлиняется. Регистрируются данные о приложенной нагрузке, удлинении, напряжении и деформации. Показания записываются.
{kind=link}
{kind=link}
Здесь измеряются диэлектрические свойства образцов. Перед работой оборудование проходит проверку и корректировку утечки токов. Все измерения записываются в логи. Сами образцы прессуются в форме, толщиной в 1 мм. Сама толщина измеряется в 5 точках. Затем их замачивают на сутки в дистиллированной воде, после чего извлекают, вытирают насухо и протирают спиртом.
{kind=link}
{kind=link}
Далее образец помещается в универсальную камеру, предназначенную для измерения удельного объемного и поверхностного сопротивлений материалов. Данные показатели измеряются при помощи камеры и тераомметра прямым методом «вольтметра-амперметра». Количество измерений для усреднения результатов, время выдержки под напряжением, величина напряжения программно задаются при помощи интерфейса устройства.
Образец прогревается в камере в течение минуты, пока в аппарат вносятся необходимые параметры, толщина, температура. Замеряется температура и толщина образца, показания также вносятся в устройство. Далее подается напряжение в 1000 В. Вновь проводятся измерения образца, который держится под напряжением в течение минуты. Из трех усредненных измерений, заранее запрограмированных, выводятся значения, которые записываются в журнал.
{kind=link}
{kind=link}
Это образцы, предназначенные для испытаний на водопоглощение. В течение суток они сушатся для нормализации, взвешиваются, их массу фиксируют и погружают в дистиллированную воду на сутки. После этого извлекают, вытирают, взвешивают и находят разницу по специальной формуле.
{kind=link}
Это специальные печи, в них проходит входной контроль поставляемое сырье, анализируется основной поливинилхлорид, использующийся в производстве, пластификаторы (основным из которых является диоктилфталат) и наполнители. Кроме входного контроля, в печи проводятся анализы готовой продукции – сохраняемость, потерю в массе и водопоглощение.
{kind=link}
Образцы проходят испытание на сохраняемость.
{kind=link}
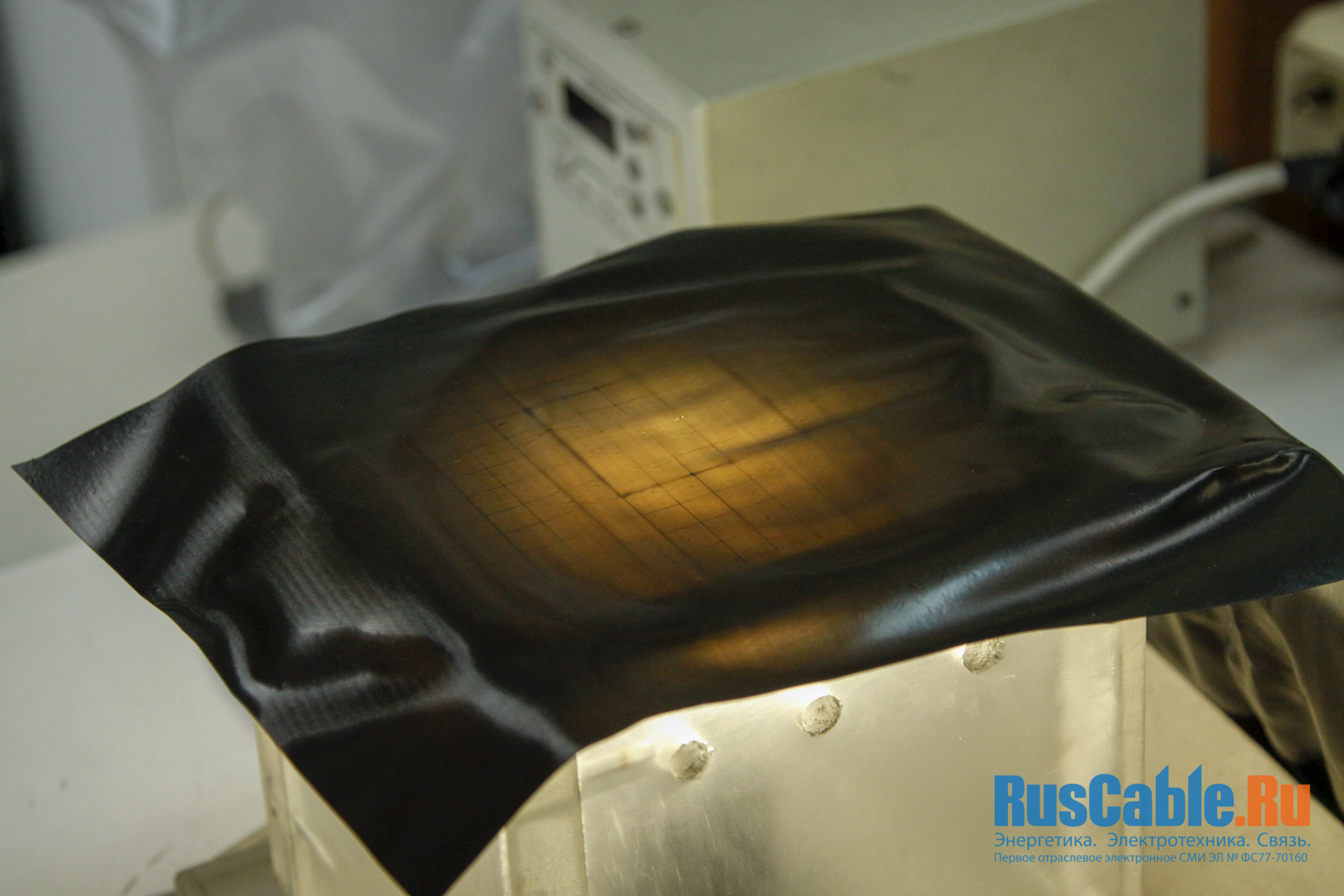
Здесь проводятся испытания на, так называемый, «рыбий глаз» — входной контроль ПВХ-смолы. Из сырья изготавливается несколько пленок темной фактуры, которые затем просвечиваются на специальной лампе. Основная задача испытания – определить на материале количество прозрачных точек, «рыбьих глаз». Они могут присутствовать в допустимой норме, но не превышать ее в количестве 7 на 1 сантиметр. Проверяется каждая партия. Помимо этого испытания, ПВХ-смола проверяется на насыпную плотность, влагостойкость, просев через сито. После чего выдается заключение, на основании которого партия принимается на склад или возвращается поставщику.
{kind=link}
Вот это НЕ нормально.
{kind=link}
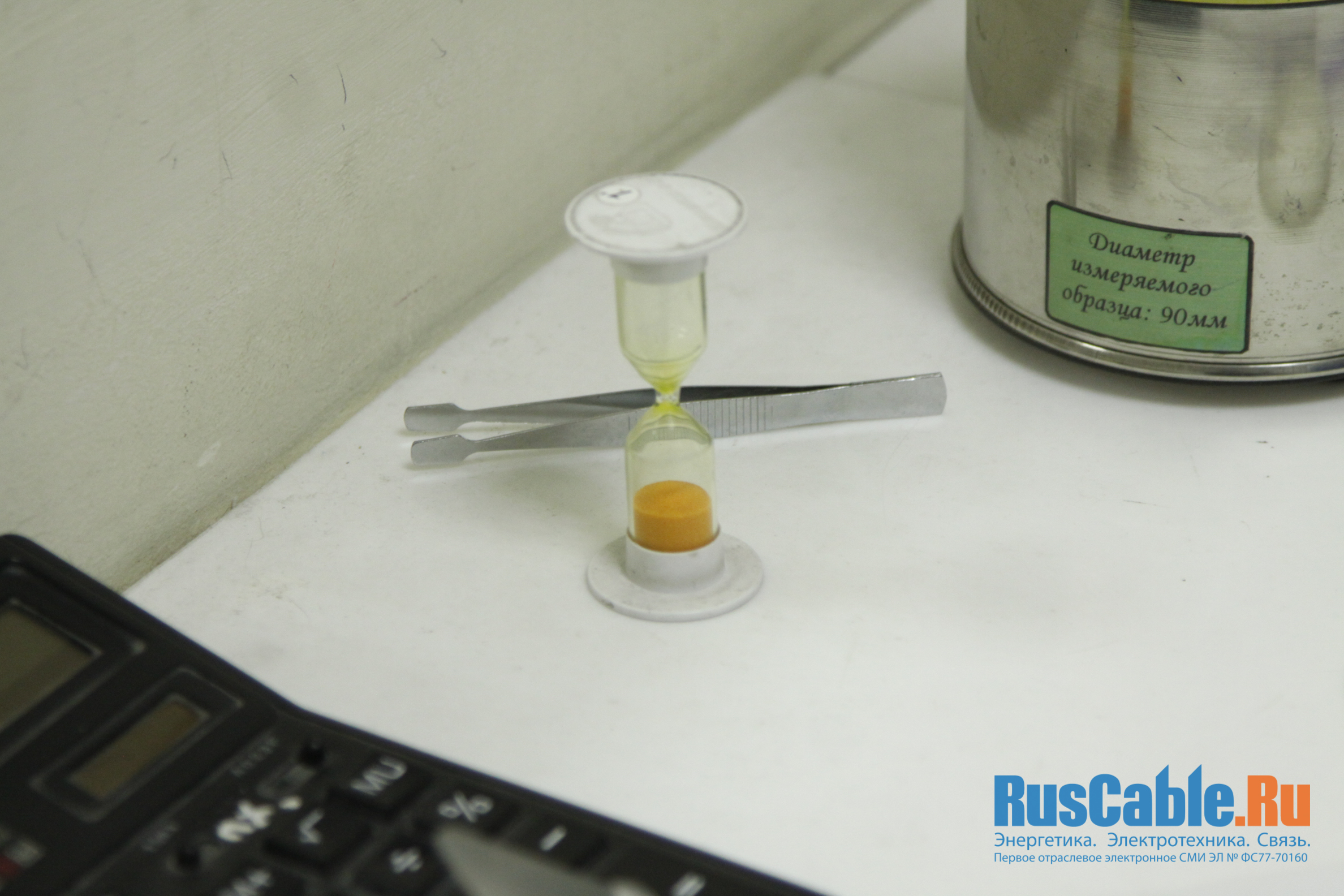
Это метод пятна, с помощью которого наблюдают совместимость между собой различных пластификаторов. Вырезается таблетка, 4 мм толщиной, диаметром 12 мм, помещается между двумя силикатными стеклами и листами кальки, сверху ставится груз на 1 кг. В таком состоянии она простаивает 14 дней. Далее проводится анализ на кальке – вычерчиваются таблетки, записывается диаметр. Через 2 недели измерения проводят повторно и наблюдают – есть ли изменения.
{kind=link}
Метод вдавливания, твердость по Шору. На фотографии – специальный твердомер по Шору 80 по шкале D, показывающий результаты в условных единицах. Из материала вырезаются специальные образцы определенных размеров, толщиной в 6 мм. Образцы продавливаются в нескольких точках и берется среднее значение 5 измерений. Методика позволяет измерять начальную глубину вдавливания, глубину отпечатка после заданного временного интервала или оба эти параметра. Полученные результаты переводят в МПа.
{kind=link}
Испытания на плотность. На производстве, контролер отбирает пробу пластиката, которая поступает в лабораторию. Каждая проба фиксируется в сводном журнале. Фиксируются марка пластиката, партия. На практике – отбирается каждая 10 проба, вальцуется, прессуется и разрезается на образцы. Все весы калибруются в начале смены. Плотность определяют после того, как образец достигает взвешенного состояния в жидкости, которая не вступает во взаимодействие с испытуемым материалом. Образец укладывается в специальную емкость. Весы автоматически рассчитывают показатели и выдают готовый результат. Из 3 образцов выбирается среднее значение. Все данные записываются в рабочий и сводный журналы, по последнему из которых ОТК делается итоговый анализ по результатам партии. При наличии брака, составляется акт и материал отправляется на отбраковку или переработку, либо на утилизацию. Используемые в испытаниях весы, кстати, имеют японское происхождение.
{kind=link}
{kind=link}
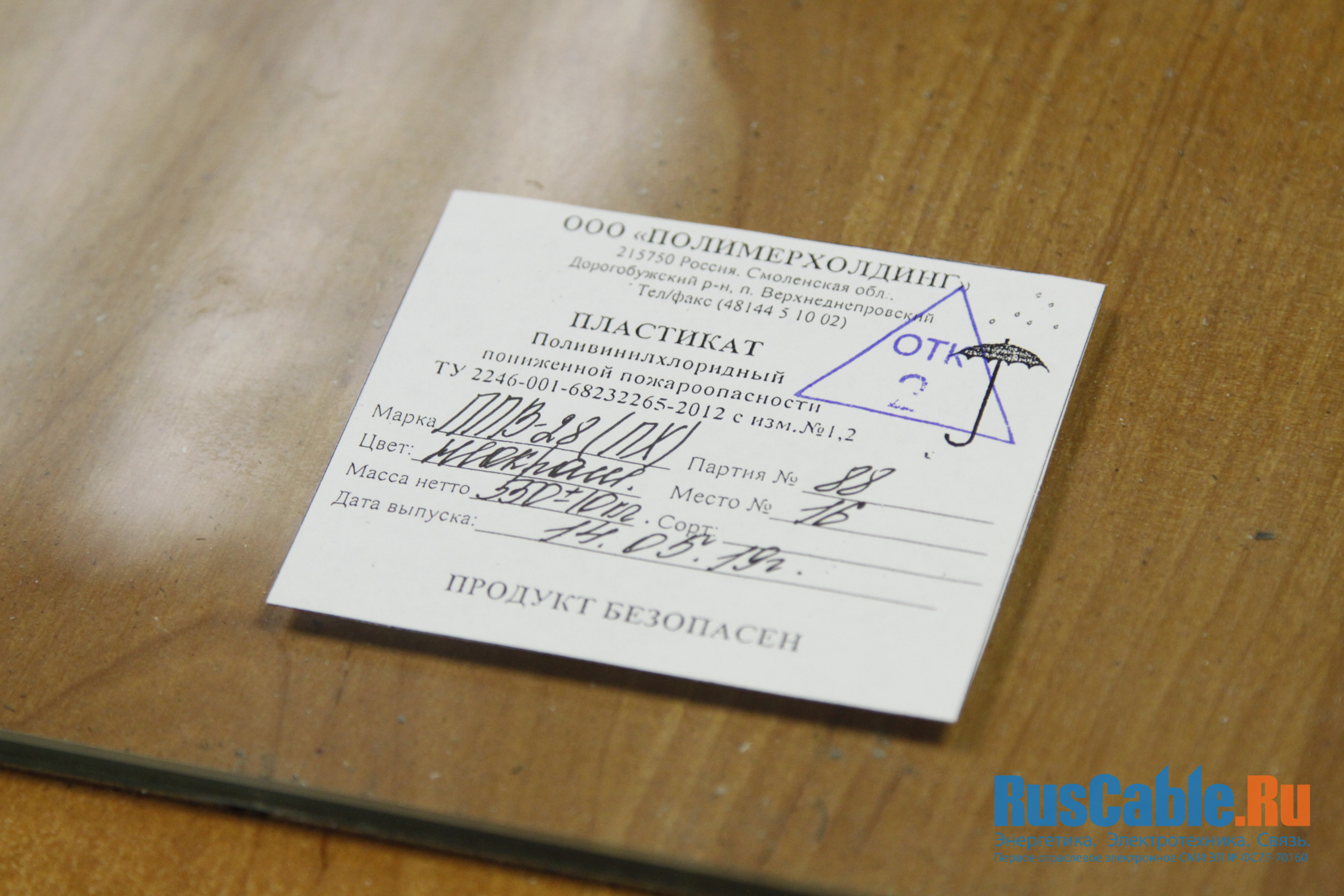
Наконец, после всех перепетий, испытаний, измерений, взвешиваний и проверок, готовая продукция получает свое место под солнцем, выражающееся в именной этикетке, на которой отмечены марка пластиката, цвет, производитель, номер партии, место и число.
{kind=link}
Outro
Мы проделали огромное и трудное путешествие. От самых истоков, к тому, что так привычно наблюдать взору кабельщика – готовым материалам. Каждый день, компоненты будущих кабельных изоляций и оболочек, сталкиваются вместе в вихре судьбы, преобразуются в новые формы, а затем подвергаются настоящим испытаниям, пройти через которые смогут не все.
Нужно признать, что ни одно производство, не должно считаться легким или наиболее сложным, сравниваться. Изготовление материалов для кабельной промышленности, пластикатов, сложных композиций, является кропотливым, наукоемким и высокоответственным трудом, к которому сами специалисты этой отрасли относятся со всей серьезностью. Данная работа требует больших вложений, в первую очередь умственных, высокой самоотдачи и неукоснительной точности. Также, как и чуткое понимание, как потребителя, нуждам которого необходимо соответствовать, так и поставщика. Без грамотного и качественного поставщика сырья, с которым ведется сотрудничество в плотной связке взаимопонимания, производству полимеров будет довольно тяжело. Поэтому для этой сферы очень важно общение, понимание вопросов и проблем, совместная работа, на общее благо и выгоду. Не должно быть чуждо подобное и для кабельной промышленности. Только совместными усилиями, работой, элементарным диалогом мы придем к тому светлому будущему, к которому так стремимся. Качество, развитие и честный труд, должны быть и оставаться главными чертами любого предприятия, какими они являются многие годы для «Полимерпласт» и «Полимерхолдинг».
Благодарю руководство и весь коллектив холдинга за потрясающую и уникальную экскурсию в новые знания, впечатления и истории! А вас, уважаемые читатели, благодарю за внимание!
Первая часть нашего повествования о поездке подошла к концу. Совсем скоро, вас ждут интервью с первыми лицами заводов и, нечто новое, интересное и захватывающее. Оставайтесь с нами и следите за анонсами!
Нашли ошибку? Выделите и нажмите Ctrl + Enter